Abstract
The new normal of lower oil prices has led to a simple conclusion—drilling costs must be lowered in order for many projects to be economic. It is not enough to slash big-ticket expenses like cement, mud, and casing, which often lead to potential problems, now and in the future. Operational expenses must be systematically lowered and become much more predictable and repeatable. This requires an approach not dissimilar from LEAN methodologies which are widely used in other industries.
Structured and sustainable reductions in drilling costs requires an iterative DMAIC (Define-Measure-Analyze-Improve-Control) methodology. In drilling, the define phase has been imposed by commodity prices. Many have also spent considerable time and effort pursuing analysis and improvement under the assumption that the measurements being used therein are sufficient in type and quality. However, recent evaluation of the data provided by drilling rigs clearly demonstrates that the data provided by drilling rigs is neither complete or of sufficient quality for these purposes.
To properly analyze drilling performance and created sustainable, practical, engineering solutions, the industry must begin with a foundation of quality measurements. These are critical to all aspects of drilling optimization, mechanization, automation, and real-time operations and analysis. This paper serves as the foundation for the specification of these measurements as well as the genesis of a body of work—which will be published by a collaborative group of operating companies over the next year—to clearly state the requirements for drilling measurements.
Prologue
“Sit down before fact with an open mind. Be prepared to give up every preconceived notion. Follow humbly wherever and to whatever abyss Nature leads, or you learn nothing” –Hyman Rickover
The new paradigm of ‘drilling as manufacturing’—with a focus on standardization, optimization, and automation, combined with the co-incident rise of real-time operations and monitoring centers, and significant downward pressure on CAPEX clearly illustrate the need for better and/or new measurements and instruments.
The majority of drilling rig machines, tools, and instruments, particularly those used on land rigs, were developed for use by rig-based personnel. The main purpose of measurements provided has been driven by safety and failure prevention and is largely supplemented by a very advanced collection of organic sensors—the driller. That is to say that the ability of a human to collect and interpret vast amounts of aural, visual, olfactory, environmental, vibration and other information has allowed us to complete (though with variable and sometimes unpredictable results) our work routinely without complex or even well-specifies sensor networks. Additionally, high profit margins in the past have allowed even uncontrolled or inefficient processes to generate acceptable returns. Thus, as long as the rig reaches total depth in a reasonable timeframe without too much trouble, specifications for the sensitivity, accuracy, repeatability, and reliability of rig equipment have been relatively non-existent. Common practice has been for operating companies and drilling engineers to specify[1] general rig capabilities such as total horsepower, hoisting capacity, pump rate, and pump pressure—leaving the details to the drilling contractor. This has led to wide variations in actual process capabilities and a large number of processes that are out-of-control from a statistical perspective. It is useful, therefore, to remind the engineer of several axioms
- A process that is not measured cannot be understood
- A process that is not understood cannot be controlled
- A process that is not controlled cannot be optimized
- A process that is not standardized is difficult to automate
- Optimization precedes automation
Though this paper focuses on instrument and sensor specifications, the same approach can be followed for machine specification as well.
Operations Driven Specifications
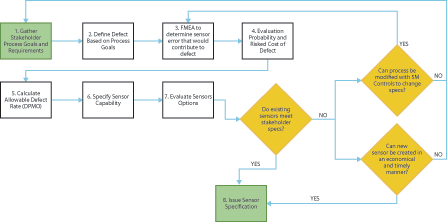
A thorough process of specification can be well-defined using simple, iterative, eight-step procedure as follows:
- Identify all stakeholders
While the operations group (drilling) is primary stakeholder, it is unlikely that that they are the only stakeholder. More often, the process is becoming more refined and is influenced by professionals from other disciplines including:
a. Rig Personnel and Drilling Contractors
The person at the brake handle, shale shakers, slips, or mud pits is the most important stakeholder to consider when specifying any new process, machine, tool, or instrument. If it does not serve him/her well, it should be revised until it does so. This is well reflected in the LEAN concept called ‘genba’ which is a Japanese word that translates to ‘the real place’ or the place where the work is being performed. Any proposed improvement should include (and ideally begin with) a conversation on the rig floor with the people doing the work. Further conversations should regularly include those who will be most responsible for implementation and use. While this will primarily be drilling contractor employees, it may also include other rig-centric suppliers such as directional drillers, fishing hands, and managed pressure personnel.
b. Management
Management should communicate their process goals through well-chosen KPIs and cost targets. Without these, it is possible that reasonable selections based on key stake-holders may lead to sub-economic solutions or requirements that do not serve the needs of the business as whole.
c. Safety and Risk
Though many safety and risk considerations have already been addressed in this domain, it is very likely that, if they are required, they will supersede most others and must be included as soon as possible.
d. Equipment, Automation, Controls, and Fuel and Power Systems
Current automation has yet to mature to the level of robotics and most rig automation systems can be developed to work with existing data as long as specifications containing uncertainty are well defined and communicated. When specifying sensor capability, it is also useful to consider how an industrial engineer could use the data to evaluate machine reliability and performance.
e. Regulatory
BSEE, BLM, and other regulatory agencies have developed or are considering standards for remote monitoring and operations centers. It is wise to consult them and to develop mutually beneficial standards.
f. External Operations
The operational needs of data provided by instruments extends beyond drilling. This is particularly true of survey-related data; but, the value of other data to completions and production engineers, as well as geologist, geophysicists and other petro-technical professionals, should not be discounted.
g. IT and Analytics
On-site personnel benefit from a variety of sensory inputs that are not readily available using existing instruments. However, certain behaviors or events may be more easily detected with data that has the proper resolution and confidence. Moreover, the advent of ‘big data’ tools may lead to additional value creation through large scale data-mining and analytics.
h. Geosciences
Historically, rig data aggregation systems have been provided by mud-logging companies. This is because of their need to integrate sensor data with geophysical and geologic data. Until the last decade, the mud logger was frequently on of the most influential persons on drilling optimization and well control. As a result, geoscience professionals have a long history of using sensor data and should be consulted early and often.
i. Supply Chain
The impact of a mature supply chain organization on development of and enforcement specifications cannot be understated. If staffed with professionals with experience in manufacturing (especially automotive, aerospace, and semiconductor), supply chain can provide advice, references, and examples which can significantly expedite and simplify the process. Moreover, supply chain teams typically have one or more quality professional embedded within them and can leverage those skills and resources.
j. Quality
If the organization has an independent quality department (in oil and gas these are often incorporated in to the safety department) they should be included in the specifications at very early stages to ensure consistency and continuity with internal and external (industry standard/required) specifications.
It is not sufficient to simply identify all the stakeholders and invite them to a meeting. In many organizations, it may be unclear who the appropriate stakeholder might be (or if one currently exists) and the engineer is responsible for ensuring that the person qualified for the technical specifications for each discipline is represented. Stakeholders should be actively sought out and encouraged to participate.
- Define Defects Based on Process Goals
After stakeholders (or groups thereof) have been identified, they must independently define their process goals. Most technical and operations stakeholders have goals that can be easily derived from the needs of their particular work. Management, however, must state their goals as a function of the business as a whole, and a host of externalities such as market forces, debt timelines, joint-ventures and partnerships, and other non-operational considerations.
It is also important for managers to note that when KPIs are chosen, behavior adapts to meet those criteria. For example, if ROP (rate of penetration) is chosen as the primary KPI for drilling, employees will modify their actions to meet the goal of high ROP—up to and including sacrificing borehole quality and safety. Thus, one cannot understate the importance of appropriate KPIs in the process of specifying process capabilities at all levels. It should also be evident, to the various stakeholders involved, how their particular interest can be skewed by management KPIs.
Each stakeholder should then determine what constitutes a defect in the context of those goals. A defect is not necessarily a mistake or a failure, rather it is a result of an activity or process that falls outside the stated goals(s) of the stakeholder of business. A process goal for safety might be to prevent (or minimize within HSE targets) the probability of a material failure to minimize a material failure that could expose person, property, or the environment to unnecessary risk. This is especially true of pressure and hookload. For example, the safety department might require 0.5% accuracy on hookload to reach an acceptable level of risk for such an event. However, drilling operations process goal might be to have sensor capability such that the probability of a NPT (non-productive time) is minimized. A defect to that process would be that the risk of NPT that is higher than desired or actual resultant NPT—which may only require 2% accuracy. It is clear, in this scenario, that different stakeholders will have different levels of required capability for the same defect (or failure mode). Stakeholders can then work backwards from the amount of desired risk and the probability of defect due to an errant sensor to derive required process capability. An example of this approach is presented in SPE 178776-MS
- Perform FMEA for each stakeholder
Each stakeholder must determine not only the types of defects that may be present but also the probability of each. Then, they may be able to calculate (or estimate) the probability that a sensor error will contribute to the defect. In many situations, if sensors have not been specified properly in the past, data to calculate this may not be readily available. In this case, stakeholders must rely on simulations, expert interviews, and, sometimes, intuition. It is important to remember that this is an iterative engineering process. Over time, data and experience will reveal if sensor capability specifications should be revised. However, lack of information should not be an excuse for lack of specifications or a deterrent to creating them.
The most common approach to this problem is to perform interviews and ask a large number (practically speaking) of professionals what the accuracy, and other process capability requirements, should be—even though they may not be experts in sensor specifications or the like. It is very likely that this will lead to a specification that is sufficiently close to the true requirement that is can be used as a starting point.
The reader may think that such guessing is dangerous and not a sound engineering practice. However, it is instructive to recall the experience of the French mathematician Francis Galton—who was determined to demonstrate how non-experts could not be trusted to reach the simplest conclusions. He asked thousands of people to estimate the weight of a cow at a state fair and offered the cow as a prize to anyone who could guess the correct weight within a pound. No one correctly guessed the weight of the cow and the range of guesses was wide. However, the average of all the guesses was within one pound of the true weight. This type of crowd-wisdom has been observed many times and is well documented by James Surowiecki in his book “The Wisdom of Crowds: Why the Many Are Smarter Than the Few and How Collective Wisdom Shapes Businesses, Economies, Societies and Nations.”
- Analyze Risk and Probability
After probability has been determined, stakeholders should calculate the risked cost of defect(s) in the process. It is at this point that specifications from all stakeholders can be compared on an apples-to-apples basis. For instance, if Stakeholder A has a defect that will occur 10% of the time a sensor is out of spec and the expected cost of that defect is $100,000, the risked cost of an out of spec sensor is $10,000. If Stakeholder B has a defect that will occur 1% of the time but the cost of the defect is $1,500,000, the risked cost is $15,000. In this case, the specifications of Stakeholder B would dominate subject to Step 5. It may be useful to use more advance probabilistic methods, such as monte-carlo simulations, to examine distributions of possibilities as well.
- Calculate DPMO (Defects Per Million Opportunities)
Another consideration is allowable defect (error) rate of a sensor. Even though a sensor is properly specified and operating in accordingly, the laws of probability tell us that it will eventually have a defect (error). Stakeholders can then determine what level of exposure to such error they will tolerate. If a process occurs only once per well, the allowable DPMO might be 1000—or expecting that there is a 0.1% chance it will occur on any give well (assuming errors are mutually exclusive). However, some safety critical processes, or processes that occur many times per well, might have much lower DPMO. For instance, in an over-pressured, sour reservoir where influx management is critical and common, the allowable DPMO might approach zero to reflect the value of human life. This could indicate a need for very high spec and/or redundant sensors. In the case of iron roughnecks, it was stated that the probability of a single tool-joint being under or over torqued should be much less than 1 per well and was proposed at 0.05. Assuming 3000 connections per well, that meant that an allowable DPMO for the process was 1,000,000/(3000/.05)=16.67.
- Specify Sensor Capability
Sensor capability is as much about accuracy as it is about precision (variance), and reliability. In the previous example, DPMO was determined to be 16.67. This yields a process sigma (where sigma is the Greek letter used to denote standard deviation) of 5.6. That is to say that, if the error of the sensor were plotted in a histogram, the error would be distributed normally about the true value such that it did not exceed specifications until 5.6 standard deviations (sigmas); or, that the sensor would be accurate, within spec, ~99.999999% of the time. Other parameters that should be considered are:
- Double-sided (non-normal) distributions—in some instances, allowable error on the low end might be acceptable but no on the high then (or vice-versa)
- Up-time and reliability—If a sensor is critical, it might require uptime of 99.999% or more (this is common for most level 1 web-servers for instance). However, if the rig can perform well without the sensor for a short period of time, such robustness may not be required if it is costly.
- Shift and Drift—All sensor specifications should account for shift and drift (typically +/- 1.5 standard deviations). However, some types of measurement are especially sensitive to environmental interference and may or may not be corrected for this. Specification of sensors should include the operation conditions and environment including ranges for: temperature, humidity, barometric pressure, background radiation, gravity, vibration, etc.
- Evaluation Sensor Options
It is incumbent upon the stakeholders to choose sensors that meet their specifications in the most practical and economic way to minimize waste. Often times, this means choosing a commercially available sensor. However, there are times—particularly in oil and gas—where existing sensors fall short. This was evident in our development of advance gyroscopic and inertial guidance systems for MWD/LWD in the last 30 years. In the event that a sensor is not available, there are two approaches that may be taken.
- Revise the process and add controls that can use a lower-spec sensor
This is a common process when the cost/time to develop a new sensor is high and requires collaboration from all stakeholders to be successful.
- Develop a new sensor for the process.
In today’s age of rapid prototyping, advanced materials and manufacturing, and the typical economics of oil and gas projects, this is an attractive option if internal resources are available to help direct the work of suppliers.
- Issue Sensor Specifications
After the technical work of specification is complete, it must be issued to suppliers. It is important to have a structured approach to this in contract. Specifications should conform to NIST standards and, when possible, refer to API, ASME, ASCE, or other ANSI standards. When standards do not exist, it is wise to collaborate with peer organizations to develop them and disseminate them widely.
Manufacturing Process Control for Non-Manufacturers
A key difference between oil and gas and traditional manufacturing operations is that operators typically do not own the factory (the rig) nor do the directly engage in the manufacturing (drilling) process. There are exceptions to this general statement in that some operators own a drilling contractor; however, the contractor typically maintains independence. The operator, however, does not forfeit responsibility for properly communicating quality and other specifications to manufacturers and suppliers.
It is argued regularly that the difference between drilling and manufacturing is sufficiently large that the examples, and best operational and management practices do not apply to drilling. Fortunately, there are historical examples that clearly demonstrate otherwise.
A valuable example is the leadership of Admiral Hyman G. Rickover in the development of the nuclear navy, particularly reactor design and construction, in the 1950’s and 1960’s. In this case, the navy was solely responsible for the design, testing and operation of nuclear reactors but contracted all of the manufacturing to others. Rickover famously (or perhaps infamously depending on whom you ask) developed practices and philosophies that fundamentally changed the landscape of manufacturing in America and are examples that provide valuable insights, even today.
Of the lessons learned, several stand out:
- It cannot be assumed that a manufacturers and/or suppliers follow basic manufacturing and quality processes.
A basic assumption made by most engineers is that a supplier is qualified to provide a product or service by virtue of being a provider of that product or service. This logic is circular and easily disproven but is all too often accepted as true. This is largely due to lack of technical knowledge of the engineer. This is not a problem that is unique to drilling as even in his time Rickover stated that a “…lack of first hand evaluation results in poorly designed and manufactured equipment, late delivery or both” and that “…if this is to be done wisely, persons in authority must possess an unusually high degree of general and technical knowledge and competence.” This lesson precipitates all of the lessons that follow.
- Engineers must develop considerable technical skill in fundamental systems and must be intimately involved in the development and deployment of new technology
In many cases, during the design and construction of the first reactors, the machines, tools, instruments, products and services that existed were insufficient or they did not exist at all. The team of engineers had to spend considerable time developing, improving, and creating new things, and, at times, entire industries. Such an endeavor is not trivial and requires dedication to developing partners, continuous and rigorous education, and persistent quality control and auditing.
Consider the example of the zirconium industry. Before reactor development, the industry barely existed and could not manufacture products to the specifications required by engineers. Moreover, many believed it was not possible to manufacture zirconium to those specifications. Not only did the team promote the advancement of the industry and deliver zirconium to specification, they reduced the cost of the material by 99% in less than 5 years.
A similar, though much less technically complex, example can be found in drilling. In the spring of 2014, an independent operator noted that there was no instrument to calibrate the make-up torque of an iron roughneck nor was there a method to record the makeup torque applied to drill pipe. They collaborated with an instrument manufacturer and developed, tested and deployed a new tool for that purpose. In the year that followed, thousands of tests were performed on dozens of iron roughnecks and it was determined that there was significant improvement required to meet process requirements. Without an innovative approach led by an engineer and a manufacturing partner, this process would not be measured, let alone have the ability to be controlled.
- Quality control must be recognized as an essential tool to enable management to meet today’s technological imperatives.
An interesting example of this in the nuclear navy relates to welding rods. Welders were required to use a special rod developed specifically for welding high-pressure vessels for the reactor. All workers were directed and encouraged to report anything unusual when working on the reactor. As a welder attempted to weld a tight corner of a pressure vessel, his welding rod snapped—which was uncommon give the type of rod he was supposed to be using. Investigation showed that the manufacturer had mixed two different types of rods in the container and that all of the containers of welding rods had the same problem.
Instead of passing the buck to the manufacturer, the engineering team took ownership of the problem, visited every manufacturer of welding rods, and helped them implement factory systems to prevent similar mistakes in the future.
In drilling, a recent development has come to pass regarding BOP testing that reinforces this approach. A large independent operator noticed troubling discrepancies in BOP tests. They undertook a project to evaluate the root cause of the errors and noted the following:
- BOP testers did not have sufficient calibration and quality practices to ensure accurate and precise testing.
- Even with proper calibration, BOP testing equipment (recorders) were not accurate and enough to confidently ensure proper BOP performance.
- BOP testing practices were susceptible to human and environmentally induces errors which were difficult or impossible to detect post-test.
- Drilling rig maintenance, repair, and rigup practices do not support BOP best practices.
To further attack the root, the operator, in conjunction with BOP testing companies, developed improved calibration and testing practices, and a designed and tested new BOP testing system that was significantly more accurate and precise than existing systems and prevented or minimized environmental and human induced errors.
- Specifications and standards must be clearly communicated by operators
Led by Admiral Hyram G. Rickover, the navy developed quality and safety standards in collaboration with the Atomic Energy Commission (AEC). It is important to note that the navy did not shrink from the task of developing these standards but considered them critical to effective communication, economic contracts, and quality manufacturing. These standards were often at odds with manufacturers but were critical to safe and efficient operation of reactors. Had this task been delegated to contractors, the standards would have surely been much lower and would have not supported the goals of the navy and later civilian power systems. This has been widely referred to as the ‘Rickover Effect’ and dramatically changed the American manufacturing landscape for decades.
It has been widely recognized that drilling oil wells is significantly different from other long-term, fixed manufacturing efforts such specifications and quality standards are notoriously difficult to manage from the operators’ perspective. This is in large part due to the transient nature of the industry—especially drilling. The problem is, therefore, best addressed using a collaborative approach. That is, if operators join together to develop common specifications, it economically and operationally beneficial for contractors, suppliers and manufacturers to adopt these standards. Thus, a consortium of operators has been formed to collaborative draft, disseminate, and promote such work.
- Third party inspection is critical
According to Rickover:
“Audits and inspections are an important part of your job as a leader…. We cannot assume that all is going well. We must have control measures in place to assure things are being done right. This is not micro-management — it is called doing your job. If you do not have the audits (formal and informal) in place, you will not know about problems until they become consequences, and then you are in the domain of lawyers. That is too late for action, as all you can do then is address the consequences.”
Epilogue
This paper was written to address a technical gap identified in drilling; but, its broader purpose is to promote a philosophy of excellence, quality, responsibility and professionalism that is a predicate for sustained and future success.
Admiral Hyram G. Rickover was the standard bearer of this philosophy for his generation and detailed it thoroughly in a number of essays. Among his many powerful and provocative insights, he noted, “since the engineer deals with metals and fuels of which the earth has but a limited supply, it will make a great difference to future generations whether or not he is fully conscious that every ounce of metal or fossil fuel he uses means a dimunition of our national patrimony which we bequeath to our descendants.
Engineers build structures with alter man’s supply of pure air and water, or food and soil. A poorly designed factory may poison air and water; a dam or highway may needlessly rob our grandchildren of good farm land which may well be in short supply. Almost everything the engineer does has an effect of our materials base. His work is seldom purely and engineering task, though he sometimes acts as if it were.”
He also stated that engineering “…ceases to be professional if it has in any way been dictated by the client or employer. The role of the professional man in society is to lend his special knowledge, his well-trained intellect, and his dispassionate habit of visualizing problems in terms of fundamental principles to whatever specific task is entrusted to him. Professional independence is not a privilege but rather an inner necessity for the professional man, and a safeguard for his employers and the general public. Without it, he negates everything that makes him a professional person and becomes at best a routing technician or hired hand, at worst a hack.”
Perhaps, most importantly, he correctly noted that, “responsibility is a unique concept; it can only reside and inhere within a single individual. You may delegate it but it is still with you. You may share it with others but your portion is not diminished. You many disclaim it but you cannot divest yourself of it. Even if you do not recognize it or admit its presence, you cannot escape it. If the responsibility is rightfully yours, no evasion or ignorance or passing the blame can shift the burden to someone else.”
Herein, the drilling engineer is encouraged and challenged to become an expert in the systems upon which he depends and manages and to wholly and assume the responsibility for the success and continuous improvement of the drilling process. Moreover, the engineer is emboldened to adopt a systems approach to drilling and consider professional obligations to clients, other engineers, and the public.
[1] Specifications used herein refer to engineering requirements of machines, tools, instruments, products or services and not to general industrial specifications such as those provided by API or other ANSI recognized bodies.



