Recognizing that majority of data provided by drilling, completion systems are not sufficient to reach performance limits, 20-plus operating companies are joining forces to promote standards to enable optimization, advanced analytics
By Nathan Zenero, Genesis RTS, And Michael Behounek, Apache
The new normal of lower oil prices has led to a simple conclusion – drilling costs must be lowered in order for many projects to be economic. It is not enough to slash costs through supplier price reductions; operational costs must be systematically lowered and become much more predictable and repeatable. Many have spent considerable time and energy pursuing analysis and improvement, under the assumption that the measurements being used are sufficient. However, recent evidence demonstrates the majority of data provided by drilling and completions systems is neither complete nor of sufficient quality for these purposes.
The first step to reaching performance limits begins with a foundation of quality measurements. Only then can we truly realize the promises of optimization, automation, real-time operations and advanced analytics.
Crafting sensor specifications
“Sit down before fact with an open mind. Be prepared to give up every preconceived notion. Follow humbly wherever and to whatever abyss nature leads, or you learn nothing. Don’t push out figures when facts are going in the opposite direction.” – Hyman Rickover
The majority of drilling rig machines, tools and instruments were developed decades ago, primarily to ensure that rig personnel could reach TD safely. Fortunately, the rig is supplemented by an advanced set of organic sensors connected to a powerful analytical engine – the driller. It is the human-in-the-loop, collecting and interpreting vast amounts of aural, visual, olfactory, environmental, vibration and other information, that has allowed us to effectively deliver wells without the need for advanced sensors. Favorable commodity prices have long hidden the cost of variability and the limitations of technical limit drilling. Simply put, the old ways were good enough.
Even with the advent of real-time centers, common practice remains for operating companies to specify only general capabilities, such as horsepower, hoisting capacity, pump rates and pressures – leaving details to contractors. This has led to wide variations in actual process capabilities and a large number of processes that are not in control from a statistical perspective. However, the following axioms cannot be forgotten:
• A process that is not measured cannot be understood;
• A process that is not understood cannot be controlled;
• A process that is not controlled cannot be optimized; and
• A process that is not standardized should not be automated.
These axioms point to a simple conclusion – only with better measurements can one achieve better performance.
One question remains: How does one measure? When crafting specifications from a systems perspective, process objectives, safety and available equipment will likely define the constraints. Considering all aspects of well construction, an exercise in specification may be performed using an iterative procedure as follows:
1. Identify all stakeholders
While operations engineering is often the primary stakeholder, others have considerable influence, as well:
a. Rig personnel
The people at the brake handle, shakers, pumps and pits are the most important stakeholders to consider when specifying any measurement.
b. Management
Management should communicate process goals through appropriate KPIs.
c. Regulatory
Regulatory agencies may propose requirements in areas such as health, safety, environment and security.
d. Geosciences and reservoir
Operational measurement needs extend beyond well construction. Geodetics and logging have considerable and often well-defined requirements, as well.
e. Control systems and IT
Operational data are increasingly important to controls and analytics systems and play a vital role in decision-making both on and off the rig.
f. Supply chain
A mature supply chain organization can help enforce specifications and provide examples from other verticals/industries.
g. Quality
Quality professionals can help develop specifications and ensure consistency and continuity with internal and external (i.e., ANSI, etc) standards.
It is not sufficient to simply identify all the stakeholders and invite them to a meeting. Getting participation will likely take more effort than expected and should not be overlooked.
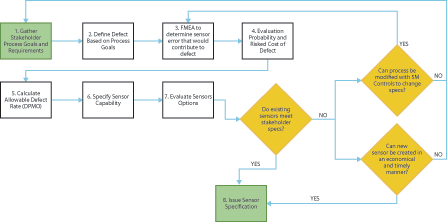
2. Define defects based on process goals
Once identified, each stakeholder should independently define process goals. Most technical stakeholders have goals that can be easily derived from the needs of their work. Management must state their goals as a function of the business as a whole.
Stakeholders should then determine what constitutes a measurement defect. A defect is not necessarily a mistake or a failure; rather, it is a result of an activity or process that falls outside the stated goals of any stakeholder. For example, safety may desire to prevent (or minimize within HSE targets) the probability of a material failure – minimizing the probability of exposing people, property or the environment to unnecessary risk.
3. Perform FMEA for each stakeholder
Stakeholders must determine not only the types of defects but also the probability of each and how likely it is that a measurement error will contribute to the defect. This may be difficult as many sensors have never been properly specified, and data to calculate probability may not be readily available. Stakeholders may reasonably rely on simulations, expert interviews and sometimes intuition. This is an iterative engineering process. Over time, data and experience will reveal if specifications should be revised. However, uncertainty is not an excuse for lack of specifications or a deterrent to creating them.
4. Analyze risk and probability
After determining probability, stakeholders should calculate the risked cost of defects. It is then that specifications from stakeholders can be compared on an apples-to-apples basis. For instance, if Stakeholder A has a defect that will occur 10% of the time a sensor is out of spec and the expected cost of that defect is $100,000, then the risked cost of an out-of-spec sensor is $10,000. If Stakeholder B has a defect that will occur 1% of the time but the cost of the defect is $1.5 million, the risked cost is $15,000. Thus, Stakeholder B would dominate the specification.
5. Calculate allowable defect rate
Although a sensor is properly specified, the laws of probability tell us that it will eventually have a defect, and stakeholders should determine what level of exposure they will tolerate. If a process occurs only once per well, an acceptable error rate might be 1/1000 – or expecting that there is a 0.1% chance it will occur in any give well (assuming errors are mutually exclusive). A useful example is presented in SPE 178776-MS.
6. Specify sensor capability
From an operations perspective, it is easy to consider only accuracy and precision. However, a proper specification should address all of the following:
• Accuracy;
• Precision;
• Trueness;
• Sensitivity frequency;
• Fidelity;
• Reliability;
• Completeness; and
• Timeliness.
7. Evaluation sensor options
Stakeholders should choose sensors that meet their specifications in the most practical and economic way. Often, this means choosing a commercially available sensor. When not available, the specification may dictate new sensor development or re-purposing sensors from other industries.
8. Issue sensor specifications
After specification is complete, it must be issued to suppliers. It is important to have a structured approach with detailed contract requirements. When possible, specifications should conform to published standards, such as API, ASCE, AME or NIST. When standards do not exist, it is wise to collaborate with peer organizations to develop and disseminate them widely.
Developing leadership in engineering
Developing the discipline required to apply standards and adopt new practices is difficult – especially when, for decades, old practices worked and were profitable. However, to survive, we must change some of our basic approaches. There are many industries that have undergone this transition with varying degrees of success. Toyota revolutionized manufacturing, and US automakers were forced to adopt better methods to compete. There are also innumerable examples from Silicon Valley.
A particularly appropriate example for oil and gas is that of Admiral Hyman G. Rickover, the father of the nuclear Navy. Similar to the way operating companies are responsible for design and operation of wells, yet own neither machines or labor used their construction, the Navy designs and operates ships and reactors but contracts nearly all work to private sector contractors. Admiral Rickover developed practices and philosophies that fundamentally changed the landscape of naval construction.
Of the lessons learned, several stand out:
1. It cannot be assumed that manufacturers and/or suppliers follow basic manufacturing and quality processes
A basic assumption made by most engineers is that suppliers are qualified to provide products or services by virtue of being a provider of products or services. This logic is circular and easily disproven, but it is all too often accepted. Admiral Rickover stated that a “lack of first-hand evaluation results in poorly designed and manufactured equipment, late delivery or both” and that “if this is to be done wisely, persons in authority must possess an unusually high degree of general and technical knowledge and competence.” This lesson precipitates all of the lessons that follow.
2. Engineers must develop considerable technical skill in fundamental systems and must be intimately involved in the development and deployment of new technology
During the design and construction of the first reactors, the machines, tools, instruments, products and services required were insufficient or did not exist. Engineers spent considerable time developing, improving and creating new tools, approaches and, at times, entire industries. Similar efforts may be required to ensure the survival of the domestic oil and gas industry. This is not trivial and requires dedication to developing partners, rigorous education and zealous quality control.
3. Quality control must be recognized as an essential tool to enable management to meet today’s technological imperatives
When inspecting the fabrication of high-pressure reactor vessels for the Nautilus, Admiral Rickover’s team discovered that there were significant quality problems with welding rods that, if unaddressed, would lead to catastrophic failures. Instead of passing the buck to the manufacturers, the naval engineering team took ownership of the problem, visited every manufacturer of welding rods and helped them implement factory systems to ensure quality.
Operators must accept that quality is not the sole domain of suppliers. If they are to achieve the technical limit, they must be partners with suppliers, not adversaries.
4. Specifications and standards must be clearly communicated by operators
Led by Admiral Rickover, the Navy developed quality and safety standards in collaboration with the Atomic Energy Commission. The Navy did not shrink from the task. Rather, it was considered critical. This is now commonly referred to as the “Rickover Effect” and is widely accepted as being responsible for a dramatic change in the American manufacturing landscape.
It is important to note that the standards developed by the Navy were often at odds with manufacturers. Had this task been delegated to contractors alone, the standards would have likely been lower. The best way to have high standards is to take ownership and participate.
Fortunately, a group of more than 20 operating companies have recently joined together and formed the Operators Group for Data Quality. Their goal is to develop common specifications and to promote standards that will enable process improvement and optimization.
5. Third-party inspection is critical
According to Admiral Rickover: “Audits and inspections are an important part of your job as a leader… We cannot assume that all is going well. We must have control measures in place to assure things are being done right. This is not micromanagement – it is called doing your job. If you do not have the audits (formal and informal) in place, you will not know about problems until they become consequences, and then you are in the domain of lawyers. That is too late for action, as all you can do then is address the consequences.”
Conclusion
This article was written to address technical gaps identified in well construction. However, its broader purpose is to promote a philosophy of excellence, quality, responsibility and professionalism that is a predicate for sustained and future success.
Perhaps Admiral Rickover correctly noted that “responsibility is a unique concept; it can only reside and inhere within a single individual. You may delegate it, but it is still with you. You may share it with others, but your portion is not diminished. You many disclaim it, but you cannot divest yourself of it. Even if you do not recognize it or admit its presence, you cannot escape it. If the responsibility is rightfully yours, no evasion or ignorance or passing the blame can shift the burden to someone else.”
Herein, the engineer is encouraged and challenged to become an expert in the systems upon which he/she depends and to wholly assume the responsibility for the success and continuous improvement of the process. Moreover, the engineer is emboldened to adopt a systems approach and to embrace professional obligations to clients, other engineers and the public. DC




