Riser, subsea innovations push technical capabilities to new heights, but the work is never finished
by Linda Hsieh, assistant managing editor
When it comes to innovation, this industry is always hungry for more: deeper, faster, higher pressure, higher temperature, stronger, cheaper, smaller, bigger, easier to use. But anytime an innovation fills in one technology gap somewhere, it seems to always open another gap somewhere else.
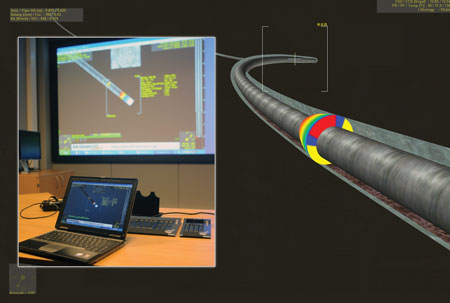
Photo and illustration courtesy of M-I SWACO
“I think we find that there are gaps all over (in drilling and completions technologies). There is always more to do,” said Dr Halvor Kjørholt, chief researcher for drilling & completions at StatoilHydro. And while progress is constantly being made, “no product seems to ever reach its final level. All the time you have to increase the envelope on already-existing products in one direction or another.”
For example, technologies like 3D rotary steerables, multilaterals and swell packers have all reached a certain level of maturity, but that doesn’t mean the work is done. Operators and service companies continue to push for that “next” improvement that will make operations more efficient, more reliable and generally better-performing.
There are other newer innovations, which reside in different places on the market adoption curve, that need further developments before they can fully mature.
“We see some newcomers that we expect to give us new benefits, like the steerable drilling liner,” Dr Kjørholt said. StatoilHydro qualified it with a service company and will install it in the first well this year. No further information about this technology was available yet.
“I also expect a lot from drillstring telemetry,” he added, which uses a broadband downhole network to transmit bottomhole and along-string measurements to surface in real time.
StatoilHydro has implemented that technology in two wells so far, with good results. “It is in an early phase, so we have not been able to take up all the benefits. We have to do a lot more to make optimum use of the data and to increase the instrumentation, because we now have the ability to have a continuous stream of data from the bottomhole assembly,” he said, describing the technology’s potential as “extreme.”
Further along the curve is managed pressure drilling (MPD), which has already come into its own and become a critical tool for many operators drilling within narrow windows in depleted or HPHT reservoirs. But it, too, has gaps that await improvements.
Dual-gradient drilling, for example, uses a subsea mudlift system or special riser system that allows the riser to be filled with a light-density fluid like seawater while the borehole is filled with relatively high-density drilling mud. Although this technology holds significant potential for deepwater drilling by providing flexibility downhole so the pressure profile can be tailored, gaps must be filled before it can become fully viable – for example, ensuring well control safety and dealing with the dynamic nature of the well.
“When it comes to MPD in general, that is something that exists for certain applications but needs to be developed for more extreme situations like subsea wells in harsh environment,” Dr Kjørholt said.
So what’s still lacking for MPD in these applications? Don Hannegan, Weatherford’s strategic development manager for MPD, explained: “Depending on the way operators want to practice MPD in the North Sea, the technology gap is a multipart telescoping slip joint that is not currently available. However, using Weatherford’s docking station, and without the bearing and stripper rubber assembly latched into the body, conventional returns go up to the marine diverter under the rig floor and gravity flow to the shale shaker, as usual.
“For MPD, the bearing and stripper rubber assembly is deployed on the drillstring, lowered and remotely latched into the body … and pressurized returns are taken through the flexible flow lines of the RCD. This option provides a quick change from taking conventional returns to MPD and vice versa.
“However, this method does require a six-part telescoping slip joint to use the docking station with top flange, and currently none exists. The length of the RCD’s flexible flow lines can be long enough to handle the wave movement for any seas in the world – no gap there – but such a multipart slip joint flanged to the top of the RCD is required in the North Sea to deal with the extreme movement between the floating rig and the marine riser itself.”
Mr Hannegan also provided this case example: His company’s M7100 RiserCap system does not have a top flange and is used on floaters with flexible flow lines long enough so that when the hoses sag in their catenaries, pressured returns from floaters are enabled. Weatherford has done over 25 MPD operations from floaters in areas like Asia Pacific and Brazil with the RiserCap RCD and where the maximum wave heave is dealt with by specifying the length of the hoses.
 This high-pressure riser, which will allow the
This high-pressure riser, which will allow the
operator to run 18 ¾-in. subsea completions
through a fullbore riser from a jackup rather
than a semi, is nearing completion. See sidebar.
He explained that 36 ft long is typical in the relatively benign waters of Asia Pacific, and 55 ft to 80 ft would be required in the North Sea. Once the RiserCap system is installed, the operator is then committed to taking returns through the flexible flow lines all the time, which some operators may not want to do.
“In short, if operators are willing to use a RiserCap system and a micro-flux control system, there is no significant technology gap to practice MPD in the North Sea,” Mr Hannegan said.
Bo Anderson, Weatherford global product line manager, added this: “Another approach we’re discussing with a client involves taking their existing riser pup joints, removing a middle body section and inserting one of Weatherford’s Model 7875 docking station bodies in place. This would provide an RCD with all the appropriate choke, kill, boost and auxiliary lines of their riser that would land below the tensioning ring of the rig. Therefore, a standard telescoping joint could be used.”
On the HPHT side of things, Dr Kjørholt noted that his company already has 15,000-psi subsea systems and has no plans to push that limit at the moment. But the temperature element is a whole different story. The operator has experienced wells up to 330°F (165°C) but foresees going up to as high as 400°F “for ordinary oil and gas production” in the future, though when is uncertain.
“We would like to see higher temperature ratings when it comes to seals and instruments,” he said. “We have seen in the past that even for 165°C or lower, downhole pressure gauges survive for only a short time – though that has improved.”
Subsea wellhead system takes leap to 20,000 psi
As completion technologies are still playing catch-up, FMC Technologies has already introduced the industry’s first 20,000-psi, 350°F-capable subsea wellhead system. For both the company and the industry, this innovation marks a generational shift from the standard 15,000 psi to 20,000, said Bernard McCoy Jr, subsea wellhead systems manager for FMC.
“The completion technology is not quite there yet – the trees, tubing hangers, tubing heads are all currently in concept design,” he explained. But with this 18 ¾-in. high-capacity system, operators can begin installing capital equipment while other technologies like completions are being developed – which he believes should make it to the market within the next couple of years.
The new system’s seal assembly isolation test tool, for example, isolates the BOP in the riser during the annulus seal test. It allows seals to be tested to 20,000 psi even if the isolated BOP can’t handle that pressure. In other words, he said, “you can install 20,000-psi equipment using 15,000-psi technology on the rig.”
The 18 ¾-in. 20,000 psi isolation test tool allows seals to be tested to 20,000 psi even if the isolated BOP can’t handle that pressure.
Mr McCoy also emphasized that the new subsea wellhead system isn’t intended to “wow” with new technologies. In fact, all its toolings are identical to the 15,000-psi version. “We’ve only increased the pressure and the casing weight capacity… The tool will operate at 100% the same operation sequences as it did before – the same number of turns, the same weight, the same pressure, the same indicators… That’s really a cornerstone of the reliability program.”
Detailed analysis have been carried out over the four-year development program, with full testing done on every new piece of equipment in the system, like failure modes, effects and critical analysis (FMECA). A HazID was also performed on each of the planned prototype tests to determine the safety of the test apparatus.
Mr McCoy pointed out that while there are discovered fields out there hotter than 350°F, this system is designed to handle up to 95% of all applications. In fact, there are even projects needing equipment rated up to 450°F, but no one currently can meet those needs. “It’s definitely an industry problem… Basically people are waiting for technology to catch up. That’s really what happened with the wellhead system. Projects that were above 15,000 psi have been around for years. They just couldn’t do anything with them until the advent of technology like this.”
Continued below…
Blowout preventers also have exhibited high nonproductive time, especially for extreme wells in the Gulf of Mexico, “so robust and reliable BOPs is really an important concern,” Dr Kjørholt said.
“When we have a technology need, often we make a joint project with the service company where both contribute economically and work in close cooperation to improve equipment or to solve a problem,” he continued. “We are, of course, the one that will use the equipment, so we have a problem if it does not work. This way of cooperating makes it more likely that the effort that service companies make is in the right direction and is requested by the market.”
ALL ABOUT PERFORMANCE
Innovations can be technologically astounding, but if they’re not relevant to the drilling operation, they’re useless, said Graham Mensa-Wilmot of Chevron’s MAXDRILL (performance drilling) team. “Technical innovation doesn’t necessarily translate into operational success,” he said. At the end of the day, the job is to improve operational efficiency and reduce well costs.
For example, he said, the industry is flush with new tools and gadgets, yet results continue to show that newer is not always better. “Most of the time, we’re told to try something new because it is different, even though they may have no bearing on the issues or problems that need to be addressed,” he said.
Even when a new equipment or technology works exactly the way it was intended, it must still establish relevance before deployment for field use. The technology must establish “data-driven,” quantifiable benefits over what it is intended to replace or enhance. To ensure effective and sustainable solutions, challenges in drilling must be addressed from a system perspective, he said.
Consequently, innovations aimed at improving efficiency of the drilling process, in addition to the relevance requirements, must also be functionally compatible with other components of the drilling system.
“Presently, the following drilling challenges introduce opportunities for innovative developments and performance improvement – hard and/or abrasive rock drilling, shales at great depths, HPHT environments, directional and ERD applications,” Mr Mensa-Wilmot said.
He also urged the industry to look back at the merits of what has already been done, the lessons learned and experiences gained so that they can be built on – rather than continue to pile on new technologies. There is a strong urge to always bring up something new, whenever an issue is identified, rather than using acquired data to build on what has already been done, he said.
“Several logging and measurement tools have been developed for the drilling industry. These tools provide good geologic and dynamics data for the drilling process. From a drilling standpoint, there is debate as to whether the current sampling rates are adequate. In terms of innovation, we need tools that will enhance our ‘look ahead’ capabilities and not just advanced versions of the current tools that will increase our sampling rates.
Continued from above…
The wellhead system can support up to 4 million lbs of combined casing string capacity.
Below is a general review of system’s primary components, from SPE/IADC 119427, presented at the 2009 SPE/IADC Drilling Conference & Exhibition:
18 ¾-in., 20,000-psi high-pressure wellhead housing
The wellhead housing is the primary housing that supports the intermediate and production casing strings. It is designed for 20,000 psi working pressure, and factory acceptance testing is performed on every production unit to 30,000 psi internal pressure per API 17D. The exterior of the wellhead housing features the 18 ¾-in. SHD-H4 industry standard profile, along with a profile to allow a rigidizing mechanism to preload the high-pressure (HP) housing to the low-pressure (LP) housing for increased fatigue resistance. The interior features include two sets of independent, high-strength seat segments so that heavy casing strings can be suspended separately. These independent load shoulders reduce stresses in the first-position casing hanger and in the wellhead.Using the approach above, finite element analysis and riser fatigue analysis were performed to verify the design capacities. Additionally, thermal analysis was performed to determine the temperature profiles through the system so that temperature derating could be accounted for. A prototype wellhead was tested to 30,000 psi test pressure, as well as loaded with simulated casing loads and BOP test pressure with hangers in place.
15,000-psi intermediate casing hanger (first wellhead position)
The intermediate casing hanger lands in the first hanger position in the lower portion of the wellhead. This casing hanger can nominally be either for 16-in. or 13 5/8-in. casing with a rated working pressure of 15,000 psi and a string weight of 2 million lbs. It features an expanding load ring that lands into the wellhead seat segments to suspend the casing and BOP pressure end loads. To prevent premature actuation of the expanding load ring, a smart pin mechanism was adapted from the existing 15,000-psi design. With this smart pin mechanism, the pins must be simultaneously compressed by the reduced bore at the bottom of the wellhead, and 100,000 lbs must be applied down to shear the retaining shear pins. Without the smart pins being compressed uniformly, the load path bypasses the shear pins, preventing premature expansion of the load ring.Using this approach, detailed stress analysis simulating all the field applications was performed. Analysis was also performed on existing hangers of similar designs to compare stress levels. In all cases, the stresses in this system’s hanger were lower than in previous designs. Reliability data were collected from similar equipment, and lessons learned were incorporated into the design. Further reliability work was performed during FMECA(s). Finally, through testing, the hanger was positively proof-tested to the design loads, pressures, and combined loads in the sequence they would be applied in the field, without experiencing any permanent deformation.
20,000-psi production casing hanger (second wellhead position)
The production casing hanger lands in the second hanger position. This casing hanger can nominally be either for 11 ¾-in. or 10 ¾-in. casing with a rated working pressure of 20,000 psi and a casing string weight of 2 million lbs. It features an expanding load ring that lands into the second set of wellhead seat segments to support the casing and BOP pressure end loads. A similar smart pin mechanism is used on the production hanger as described on the intermediate casing hanger, with the only difference being that the smart pins are actuated by the annulus seal assembly on the intermediate casing hanger. Using this approach, stress analysis and classical calculations were performed similar to the intermediate hanger. Again, in all cases, the stresses found in this design were lower than in previous designs. Similarly, reliability data was used, and FMECA were performed in the same fashion. The hanger also was positively proof-tested to the design loads, pressures, and combined loads in the exact sequence they would be applied in the field without any deformation.Lockdown bushing
The lockdown bushing is used to permanently hold the production casing hanger in place so that the annulus seal assembly locked to the hanger does not move and get damaged during start-up/shut-in operations. This system’s lockdown bushing has a rated lockdown capacity of 3.2 millions lbs. It is installed using a related tool using full open-water operations.The design approach for this piece of equipment was handled in the same fashion. Design calculations and finite element analysis were performed in conjunction with the gathering of reliability lessons learned and FMECA to confirm the integrity for the design. Tests were performed to confirm that the lockdown bushing and tool could positively function as designed, and load testing was performed to confirm the 3.2 million lbs capacity.
18 ¾-in. 20,000-psi metal-to-metal annulus seal assembly
The seal assembly is used to seal off the casing string annulus pressure from the bore pressure to isolate geological formations from one another. The rated pressure for this seal in the first hanger position is 15,000 psi bore pressure/10,000 psi annulus pressure, and in the second hanger position, it is 20,000 psi bore pressure/15,000 psi annulus pressure. In both cases, the rated temperature of the seal is 0°F to 350°F.The annulus seal for this 20,000 psi system was designed using the same technology currently used on other annulus seal assemblies. The existing 15,000 psi and 20,000 psi annulus seal assembly are fully interchangeable. API 6A PR2 temperature testing was performed with a temperature range of 0°F to 350°F using a dummy production hanger to confirm that it could withstand a full PR2 test with 20,000 psi bore pressure, followed by a full PR2 test with 15,000 psi annulus pressure for second position application. PR2 testing was repeated using a dummy intermediate hanger with the same temperature range, but with 15,000 psi bore pressure, then 10,000 psi annulus pressure.
The temperature range was set using the production bore pressure as a conservative test, since the temperature at the annulus seal assembly would always be considerably lower than 350°F. With allowed temperature down rating from production bore due to seawater temperature, the seal would be good to even higher temperature ranges.
Continued below…
“The present tools, at their current sampling rates, provide huge volumes of data. In most cases, the data is not interpreted as a means of driving subsequent decisions, and so more of the same will not help our current circumstances,” Mr Mensa-Wilmot said. “We need technologies and innovations that will help determine what is to be drilled, as well as make us drill deeper, faster and more efficiently.”
When asked to name a specific innovation he’d like to see, Mr Mensa-Wilmot replied: “Improvements in rotary steerable tool technology. This technology has played an invaluable role in deepwater drilling operations. In addition, it has greatly facilitated substantial improvements in drilling performance in both directional and ERD operations.”
However, more work is needed. “We need improvements in rotary steerable tools to help extend the technology into more challenging applications. Such improvements will help address most of the operational and functional limitations that have currently been identified,” he said.
An important requirement today is the ability to improve steering efficiency in oversize holes and in soft formations. Although certain “point-the-bit” tools have gained some level of success in such applications, he pointed out that more developments that will lead to expanded offerings, in terms of tool types and size ranges, are still needed.
Moving forward, Mr Mensa-Wilmot urged that service companies nurture stronger partnerships with operators in order to develop innovations that will truly bring value to the drilling industry. They also need to focus on application-specific solutions, not generalized solutions. Such an effort will ensure that operators and service partners work together to identify similar applications on a regional or global basis so that effective technologies can be appropriately applied.
“Service companies are engaged in lots of R&D activities. They are very smart people who have the ability to develop new technologies and tools. However, what good is that to me if it (the invention) doesn’t help me?”
He acknowledged that there have been some solid partnerships between some service companies and certain operators, but it is still not enough. There should be more communication to understand operators’ concerns so that appropriate technologies can be developed. “We need to use technologies and tools only when they are understood and their contributions to operational success have clearly been defined. We need to also understand when and how the tools will work best. If it doesn’t bring value in the Gulf of Mexico, maybe with a different execution, based on the specific application, it could work in Nigeria or Australia.
“Once you have an idea, find operating companies or entities that will work with you to define a problem that the idea will help solve. Don’t just sit in your office and assume the world is flat.”
HIGH-PRESSURE RISER
Venture Production plc, along with three Acteon companies – Subsea Riser Products (SRP), 2H and Claxton – are nearing the completion of their first high-pressure riser. It will allow the operator to run 18 ¾-in. subsea completions through a fullbore riser from a jackup rather than a semisubmersible, and handle pressures of up to 12,000 psi on HPHT wells.
 Venture Production helped to develop a new
Venture Production helped to develop a new
high-pressure riser that uses shrink-fit
technology to connect the pipe and flange
to avoid welding problems.
“This was one of the biggest gaps in technology we saw three years ago when we signed up for the newbuild rig,” the heavy-duty jackup Noble Scott Marks, said Ray Morrison, well operations manager for Venture. So they teamed up with the Acteon companies to fill in that gap, giving themselves the ability to complete HPHT wells subsea – without having to contract for a more expensive semi.
Jackups are the “tool of choice” for many operators in the North Sea, he explained, “but until now they haven’t been any good for the subsea completion aspect.”
The new riser design uses what is known as shrink-fit technology to connect the pipe and flange: The pipe is inserted into the riser’s flange after the latter has been heated up. After it cools, a structural connection will have been formed between pipe and flange.
Sounds simple? Perhaps it is. Simon Luffrum, managing director of SRP, pointed out that shrink-fitting is an “age-old” technology that has been used for decades, maybe centuries, elsewhere. Now that the offshore industry is getting into deepwater, high-pressure wells and running into material limitations, it is looking to unique places to find solutions.
Shrink-fit manufacturing side-steps welding and all its associated issues, particularly with high-pressure equipment, Mr Luffrum said. “You have two choices to cope with the high pressure. You either make the pipe very thick or very high strength. Either way, you then have issues with welding, which becomes very difficult with either thick or high-strength pipe. Our riser is over 2 in. thick. To weld that would give us significant challenges, so this technology allows us to step around that issue.”
He also pointed out that there can be limitations on riser material strength due to NACE design code requirements for sour service, which set limitations on material hardness.
A first-stage small-scale test and a second-stage half-scale test have already been carried out on the shrink-fitted riser, Mr Luffrum said, while further testing on the first few full-scale joints are being planned. “All our pipe and flanges are now nearly complete, and we’re on the machining stage, just prior to the shrink-fitting itself,” he said.
Both the riser and Venture’s newbuild are expected to be delivered by September this year. The original plan was to begin drilling HPHT wells by the end of 2009, but as Mr Morrison explained, those wells have been deferred until next year to allow the company to prioritize near-term production additions to Chiswick, one of Venture’s most important assets and a field that is outperforming expectations. The Noble Scott Marks will now be used to drill two additional multi-frac’ed horizontal wells on the field.
At SRP, Mr Luffrum added that operators outside the North Sea have expressed interest in the new riser concept, particularly from the deepwater Gulf of Mexico for high-pressure, deepwater wells. It opens possibilities for using surface BOPs with fullbore drilling risers on spars or TLPs, he suggested.
SUBSEA HPHT
If you play in HPHT, you’ve now been warned that the rules of the game are changing. Especially when you go past 350°F or 20,000 psi, the industry may need to start adjusting to a whole new way of thinking, said Brian Skeels, manager of emerging technologies at FMC Technologies.
“The very simple, rudimentary way that the oil patch has designed equipment in the past does not apply in this new realm,” he explained. Not only will high-end engineering be required, but more thorough qualification test guidelines are needed, both in terms of test pressure and test duration. For some equipment, the way we approach design life will have to be tweaked as well.
Within the HPHT world, cutting-edge research is zeroing in on high-temperature fracture mechanics, understanding of fatigue and creep technologies, material sciences and seal technology – all critical if operators want to drill and complete their high-pressure, high-temperature reservoirs. But the work hasn’t been easy, and not just because it’s expensive.
Continued from above…
18 ¾-in. 20,000-psi elastomer annulus seal assembly
Like the metal annulus seal assembly, the elastomer annulus seal assembly was designed in similar fashion to the current 15,000 psi rated version. The elastomer seal assembly would be used in an emergency when the primary metal seal fails to function should the bore of the wellhead or casing hanger have a deep scratch. The elastomer seal assembly seals in a different vertical location in the wellhead, which seals away from damaged area. PR2 testing was performed in similar fashion as the metal-to-metal annulus seal with 20,000 psi bore pressure and 15,000 psi annulus pressure with a temperature range of 30°F to 300°F. The packoff is 100% interchangeable with the metal-to-metal annulus seal assembly and is run with the same casing hanger running tool (single trip).18 ¾-in. casing hanger running tools
The intermediate and production casing hanger running tools run the casing hangers and set the annulus seal assemblies in the same trip. These tools are rated to the working pressures of the hanger. Therefore, the intermediate casing hanger running tool is rated to 15,000 psi, and the production casing hanger running tool is rated to 20,000 psi. The rated casing capacity of these tools is 2.2 million lbs, which allows for 10% overpull over the casing string weight. These tools were designed using the same technology, lessons learned, and in many cases the same parts as the standard 15,000 psi running tool.The new tools are operationally identical to current tools. Upfront calculations and analysis were performed to verify the design integrity. Multiple FEA models were used to apply expected loads mimicking the pressure and tensile loads in the field. Stresses in all the critical components were closely observed for the various stages of tool operations. Later, testing confirmed the 2.2 million pound tensile capacity, the 20,000 psi working pressure and annulus seal test pressure, and the full operational functionality of the tools to install the new casing hanger and annulus seal assembly in a single trip.
18 ¾-in. 20,000-psi BOP test tool
This tool was designed with a similar approach. It is used to test the BOP to the future formation pressure that the operator is currently drilling into and is used to run and retrieve wear bushings. This tool is designed to perform 20,000 psi BOP tests on the production casing hanger or wear bushing, and 15,000 psi pressure test on the intermediate casing hanger or wear bushing or directly on the wellhead seat segments. Again, the tool looks very similar to the current 15,000 psi rated tool. Design analysis and testing and reliability studies confirmed the ready-for-production status of this tool.18 ¾-in. 20,000-psi isolation test tool
This tool is used to test the packoff per MMS requirements while simultaneously isolating the BOP stack/riser. This tool will especially be needed in the next few years until 18 ¾-in. 20,000 psi BOP stacks are commercially available. The tool operates with a simple straight-in/straight-out approach. Once set in position with weight down, drillstring pressure is applied to the target test pressure up to 20,000 psi. Several reliability workshops were held to fully outline the operation of the tool to identify field problems and add features which can minimize those problems.Finally, testing was performed on the tool to confirm the full functionality and pressure rating of the tool.
13 5/8-in. OD wear bushing and 13 5/8-in. OD BOP test tool
These are key tools to expediting completions while the 18 ¾-in. 20,000 psi BOP is being developed. This wear bushing and running tool combination is run through a 13 5/8-in. 20,000 psi BOP that latches either to the wellhead or 20,000 psi tubing head, and they allow for BOP tests. The wear bushing protects all seal surfaces, including those on the production casing hanger while drilling/logging operations are performed.In this manner, wells can be logged or completed using an 18 ¾-in. 15,000 psi BOP up to the point of drilling into the formation with the production casing hanger. Then, the 13 5/8-in. 20,000 psi BOP will replace the 18 ¾-in. 15,000 psi BOP so that logging operations can be performed in the 20,000 psi formation zone. This allows 20,000 psi wells to be drilled today without having to wait for the industry to develop the 18 ¾-in. 20,000 psi BOP stack.
Additionally, the wear bushing is designed to allow the sealing surfaces on its inside diameter to be protected during drilling operations. When the tool is run, the seal surface in the wear bushing is uncovered such that the tool can now seal within the bushing. Upon retrieving the tool, the seal sleeve closes protecting that sealing area again for future drilling or logging operations.
Both the wear bushing and BOP test tool were designed and tested to 20,000 psi with prototype units simulating all field conditions. The BOP test tool can also land directly in the production casing hanger to allow for BOP test without the 13 5/8-in. wear bushing in place like industry standard wear bushing and BOP test tools for 18 ¾-in. or 16 ¾-in. wellhead systems.
SPE/IADC 199427, “Development of the 18 ¾-in. 20,000 psi Subsea Wellhead System for High Pressure and High Temperature Applications,” Bernard McCoy Jr and Shiva Singeetham, FMC Technologies, was presented at the 2009 SPE/IADC Drilling Conference & Exhibition, 17-19 March 2009, Amsterdam, the Netherlands.
“The big thing is that materials start behaving differently when the temperature goes above 350°F. But each material behaves differently, and there’s very little public and published data on what those material properties are,” Mr Skeels said. Some data reside in industries like nuclear or petrochemical and may even be classified by the government; others are locked under various JIPs. Either way, it’s been difficult to get at all the proprietary information that could help push HPHT research to the next level.
Fatigue is also a critical concern in HPHT applications of subsea equipment, due to the effects of temperature cycling. Unlike downhole tools, which stay hot and high-pressured for its duration at the bottom, wellhead equipment face an additional challenge in that it cools down when the well’s turned off. This means that parts and components have to be capable of withstanding a wide range of temperatures during its lifetime, putting the materials under tremendous stresses.
Considering the extremities of HPHT reservoirs, this also means the industry has to rethink the traditional ways of designing equipment.
“People traditionally think in terms of adding enough wall thickness to hold the pressure and adding a little more for rust or corrosion. But think of (the equipment) like a balloon, blowing up and deflating … you’re basically cycling it like bending a paper clip back and forth,” Mr Skeels said.
“To a point, every time you turn (the equipment) on and off, you’re weakening the part so it no longer has an infinite design life. It now has a finite design life depending on how many times you turn it on and off. That’s been done with equipment like pipelines and risers, but not with pressure-containing equipment like wellheads and valves … and this is why everybody has to start thinking in a totally different mindset than before,” he continued.
And what’s potentially scary is that fatigue failure on HPHT wells is unlikely to send out warning signals. “It’s not like the dam leaking before it bursts. That’s for lower pressures. At HPHT, the dam’s just going to burst. When something fails, it fails catastrophically,” he said.
 The 18 ¾-in. 20,000 psi subsea wellhead
The 18 ¾-in. 20,000 psi subsea wellhead
system was developed to meet operators’
increasing demands for HPHT equipment.
(Source: FMC Technologies / Well Linked)
For surface wellhead and Christmas tree equipment, API 6A currently has an upper limit of 20,000 psi and 350°F for most equipment. Those ratings have already proven inadequate for today’s pioneer fields. “The industry is moving faster than I think a lot of people expected it to, so we’ve been semi-caught off-guard,” he said. “There wasn’t really a big industry or regulatory push behind it until about a year or a year and a half ago. Now there’s a big push and everybody’s saying, ‘Let’s do something!’”
“The MMS is now drawing a line in the sand, saying you’ve got to have all this stuff done before we’ll let you go out there and play around… People are trying very hard to get the industry standards up to speed,” he continued.
One industry effort to push the guidelines forward is the API PER 15K Task Group, which got under way in early 2009. Among its many goals are:
- To establish basis of design for HPHT equipment.
- To identify product life cycle requirements, product reliability requirements and potential failure modes.
- To identify appropriate product design and life cycle analysis techniques.
- To establish product design validation protocols and qualification criteria.
- To identify manufacturing control and inspection requirements.
“Everybody understands the codes as they’re currently written, but the further you go away from the limits, the more risk you run,” said Mr Skeels, who sits on the task group. “The further you go … because of these new physical environment we find ourselves in, the more difficult it’s going to be for people to justify using the existing codes for HPHT technology.”
Having new codes should help the industry to bring more proprietary data to the public realm. “I’d like the API and ISO and other groups to say, here’s the list of tests that you need to do to qualify a material. Once people have a good understanding of what that list is, they can run the test and publish the data. Right now … people don’t have a good understanding of published properties that go with all these fancy finite element codes…
“That’s what the API group is trying to come up with. Once that’s published … I think you’ll start to see more and more data come out.”
The timeline for the API task group is to publish the new codes by early 2010.
Looking to the future, Mr Skeels noted that due to fatigue related to expanding and contracting, HPHT equipment’s design life may not be as great as with lower-pressure and -temperature equipment. Not only that, it may be more prone to periodic inspections than in the past. “We’re almost having to do (inspections) like what aerospace has to do, which is a different mindset for the oil patch to get into,” he said.
“And what makes it especially vexing is how to inspect all this stuff sitting on the seafloor. It’s one thing to have guys crawl over it on a platform. It’s another ballgame to access it underwater. … That presents a huge set of design life problems to the industry.”
But the biggest obstacle to HPHT may not be technical, but economical. “It’s great, high-marquee stuff, but when you really get down to it, it’s going to be less than 8% of the business. We have to invest in huge infrastructure to do all this high-end engineering and material science for 8% of the business? … That’s what people are wrestling with right now.”