Study tackles industry’s shearing capabilities
Integrated analyses, testing will aim to ultimately develop model to better predict drill pipe shearing characteristics
By Covey Hall, Ted Cole, Lloyd’s register Energy – Drilling; Manfred Lin, Lloyd’s Register Global Technology Center
As offshore drilling challenges increase, BOP shearing technology needs to keep pace. Recent trends include improved drill pipe metallurgical properties and more inclusive third-party shear verification requirements. As the industry heads deeper into challenging frontiers and drill pipe performance advances, understanding of loading conditions and stress states is becoming more important. There has not been much analysis conducted on detailed stress states of drill pipe in shearing scenarios relative to yield criteria and accepted fracture mechanics theories. Recent developments in material science, fracture mechanics and computer simulations are now enabling new techniques to provide more accurate predictions of shear force requirements.
Lloyd’s Register’s Global Technology Center (GTC) and Lloyd’s Register Energy – Drilling are conducting multiple integrated studies relative to shearing tubulars. Current efforts are focused on developing material-specific data that can fine-tune theoretical understanding of stress states during the pipe-shearing scenario. Finite element analysis (FEA) is being done based on developments in plasticity and fracture theory. Testing will also be conducted relative to those modeling efforts. The overall objective is to develop a model that will more accurately predict forces required to shear a pipe.
Lloyd’s Register has partnered with the Singapore Agency for Science, Technology and Research (A*STAR) on a jointly operated R&D facility to address challenges faced by the marine, energy and offshore sectors. The laboratory will leverage A*STAR’s capabilities in engineering mechanics to develop computational modeling and simulation. Partnership with other industry leaders is under development as well, to leverage resources and existing shear test and material property data.
Project motivation
The shearing issue is complicated, and assumptions have traditionally been made to develop reasonably good engineering predictions of shear forces. Further, shear testing is expensive, usually costing $200,000 to $400,000 per test. Development of an accurate prediction model would greatly benefit the industry by providing a tool with predictive capability to minimize shear testing or to confirm test results.
The Distortion Energy Theory (DET) is widely used in the industry as the basis for predicting whether a given shear ram will cut the pipe, as noted in the 2004 study for the US Minerals Management Service (MMS), then the US regulatory agency, conducted by WEST Engineering Services.
F = 0.577 x SY x A
Major BOP manufacturers have each applied slightly different interpretations to the theory in their calculations to determine the overall force required to shear a given tubular. Further, correction factors for differences in shear ram geometry are often applied, along with other adjustments for safety factor. In most cases, the MMS method is most conservative; sometimes it will calculate a result that is beyond the BOP operator capacity. In that case, the OEM method is deployed for a more accurate result.
Simple prediction formulas often seem conservative compared with a particular shear test because there tends to be considerable variation among test results for the same grade and dimension of drill pipe. Simple prediction formulas must be designed to cover the full range of material properties and historical data.
An appreciable degree of variation in shear test results has been observed and is a primary factor for initiation of this study. Metallurgical advances in S-135 grades in recent years have improved ductility while maintaining strength, resulting in higher predictability of shear test results. However, newer high-strength Z-140 and V-150 pipe grades also have been introduced in recent years, and concern has been raised regarding the accuracy of theoretical calculations relative to actual shear test results, due to generally lower ductility.
Early evidence shows that drill pipe ductility, often expressed in terms of percent elongation in a standard tensile test, is a key variable in the shearing prediction. Lloyd’s Register Energy – Drilling typically encounters drill pipe steel that ranges in elongation from 15% to 30% and has even seen variations in results within the same heat of drill pipe. Why?
Model for predictions

Using advances in FEA and material fracture theory, the intent is to create a tool that can predict stress and strain states within the drill pipe at any point, which can then be extrapolated to determine forces required to cut the pipe.
With such a tool, scenarios that are difficult to analyze through experimental testing can be investigated – for example, the effects of complex loading on the drill string and how that affects forces required to shear, such as attempting to shear a pipe under blowout conditions. This can be further extended to evaluate new and alternative ram designs on contemporary and advanced drill pipe materials, as well as performance on complex geometry work strings, concentric tubular and the ability to shear tooljoints. All of this can be done in a cost-effective model before expensive shear testing is done.
Phase 1: ongoing fracture theory and FEA modeling
The focus of the first phase of research is on drill pipe, rather than on BOPs. The rationale for this is simple – before trying to learn more effective ways to destroy something, learn everything you can about what you are trying to destroy. To do this, the GTC and A*STAR are taking non-traditional approaches to fracture theory and FEA modeling in a combined study.
The GTC is using the Mohr-Coulomb Fracture Criterion as the basis for material failure in the model, rather than the Distortion Energy Theory, Maximum Shear Strength Theory (Tresca Criterion), or the Maximum Normal Stress Theory (Von Mises Yield Criterion), all of which are traditionally used to model ductile yielding and plastic behavior.
The Mohr-Coulomb theory is similar to the Tresca Criterion, where the yield surface is determined by resolving stress states into a single tri-axial shear stress. However, where the Tresca Criterion assumes yielding in tension and compression to be equal, the Mohr-Coulomb Criterion assumes that yielding in compression and tension are not equal. That is why it has traditionally been used to model fracture of more brittle geologic formations and construction materials.
The significance of using the Mohr-Coulomb Criterion is to better model the behavior of low-ductility drill pipes, which typically demonstrate more brittle fracture characteristics, as is commonly seen in Z-140 and V-150 grade drill pipes used in deepwater drilling today.
To model the fracture characteristics of Mohr-Coulomb in the FEA, advanced analytics and material testing are used to develop a best-fit plot of the 3D tri-axial yield surface. In addition to normal tensile testing to determine the material’s yield strength, ultimate strength and percent elongation, torsion and compressive test coupons are taken from sections of drill pipe. These provide additional data points to determine the overall yield and fracture characteristics for the model.
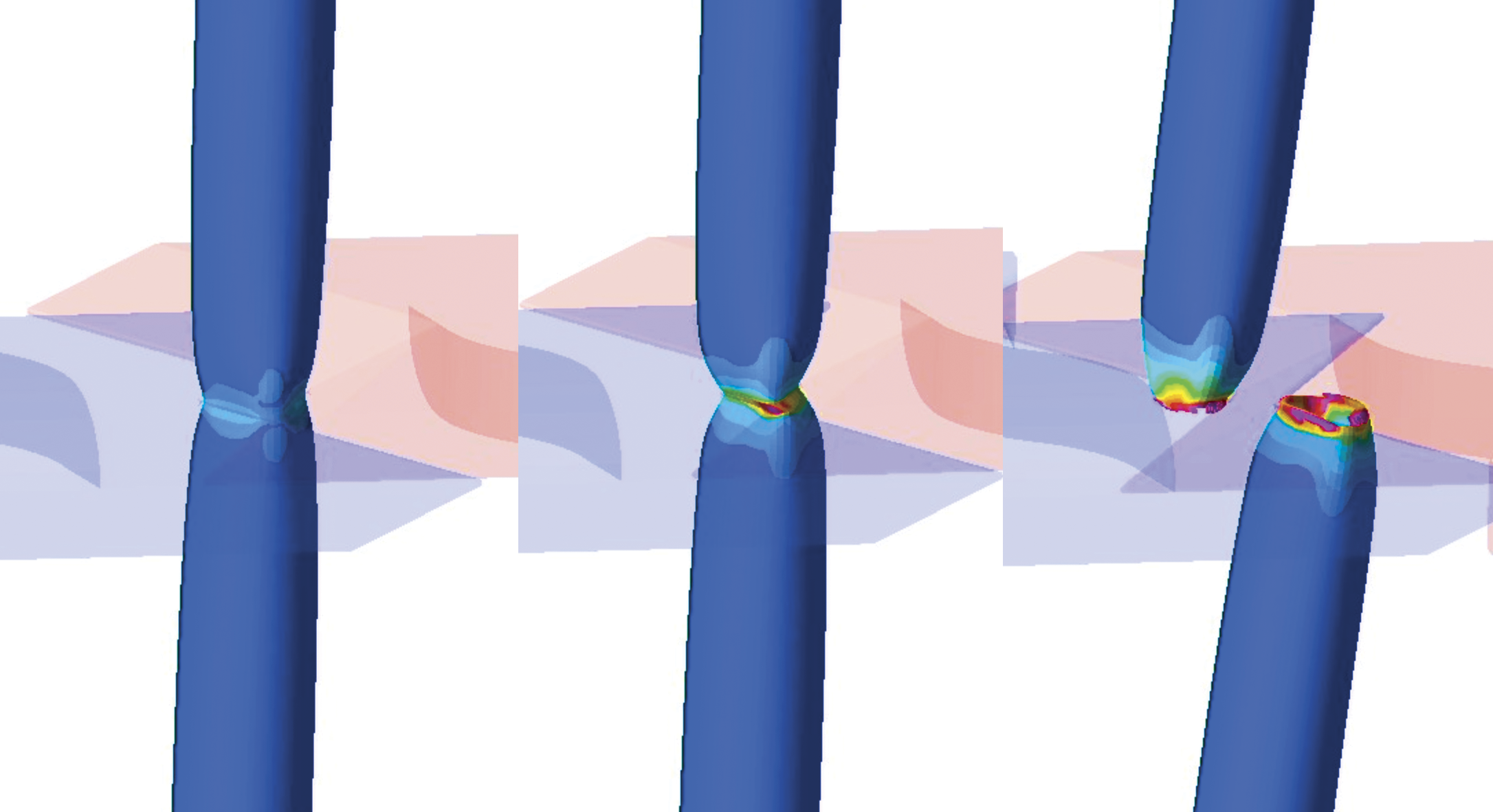
Those material properties are then applied to every element of the FEA model in the form of three fracture coefficients and several plasticity parameters. As the FEA simulation is run, when the fracture criteria within a given element are reached, the element is removed. This changes the stress profile around it, thus propagating the fracture. Developing an understanding of how the stress profile changes as the drill pipe deforms, fractures and, more importantly, why, is the most significant aspect of this phase.
Phase 2: Future extension of the study – practical applications
The simulation results will be compared statistically to actual shop shear test data, and a separate analysis will be conducted to assess accuracy and repeatability and compare with current theoretical calculation methods. Aside from this theoretical modeling validation, the GTC will be exploring the variability of BOP shear test results 1) within one individual joint of drill pipe, 2) within pipes selected from the same material heat, 3) within pipes from different heat batches of the same grade.
Further, an in-depth investigation will be conducted on the effects of loading conditions on the drill string and how that affects force required to shear pipe. Specifically, evaluation will be made of drill pipe in tension, compression, bending, torsion, “side load” and combined loading.
Example scenarios include:
• How much easier will a pipe with 10,000 ft below it shear, relative to an unloaded pipe, as tested in the shop?
• What if there is a torsional load due to drilling, in addition to the tensile load, and how will that affect the required shear force?
• What if the neutral point of the drill string is above the shear ram so that the drill pipe is in compression across the ram?
Finally, the GTC and A*STAR will evaluate the effectiveness of existing designs relative to complex tubular geometries, such as VIT, concentric tubulars, wirelines, etc. Normal calculation methods are less accurate due to variations in geometry; therefore, an attempt will be made to develop applicable mathematical models.
Lloyd’s Register Energy – Drilling is a new service line under Lloyd’s Register that resulted from the company’s acquisitions of ModuSpec and WEST.
This article is based on a presentation at the 2013 IADC Well Control Conference of the Americas, 20-21 August, Galveston, Texas.




“F = 0.577 x SY x A”
“Major BOP manufacturers have each applied slightly different interpretations to the theory in their calculations to determine the overall force required to shear a given tubular. Further, correction factors for differences in shear ram geometry are often applied, along with other adjustments for safety factor.”
What are the OEMs formulas?